





QUY TRÌNH SẢN XUẤT VÁN ÉP PHỦ PHIM TTP
Quy trình sản xuất ván ép phủ phim TTP đóng vai trò quan trọng trong việc đảm bảo chất lượng và độ bền của sản phẩm. Một quy trình kiểm soát chặt chẽ không chỉ giúp tối ưu hóa hiệu suất sản xuất mà còn đảm bảo ván ép đáp ứng các tiêu chuẩn kỹ thuật cao. Điều này góp phần nâng cao uy tín thương hiệu TTP và đáp ứng nhu cầu ngày càng tăng trong ngành xây dựng và nội thất.
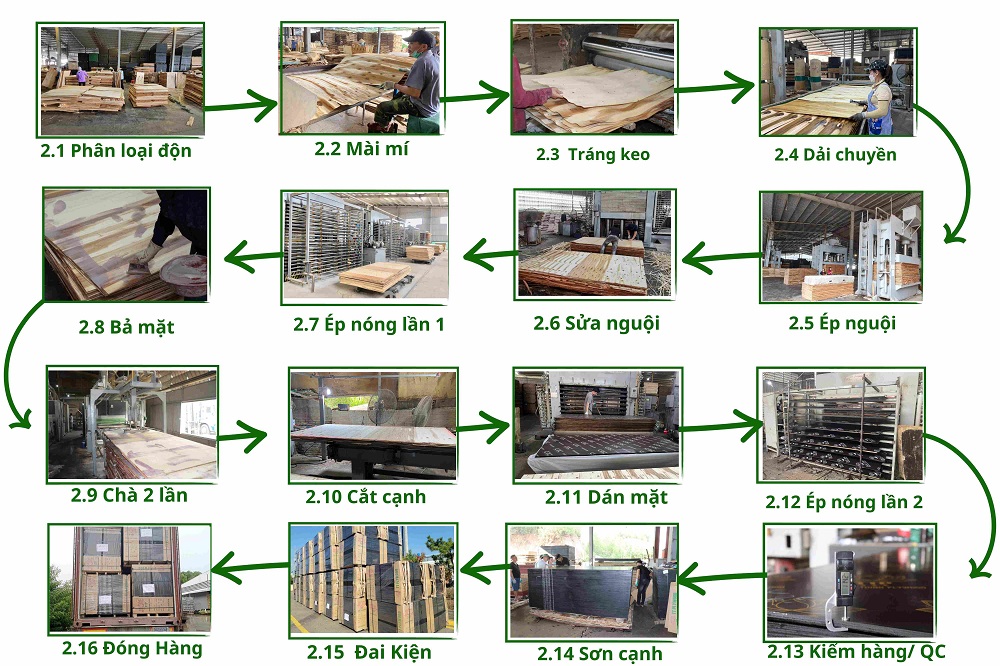
2.1 Phân loại độn
- Lớp độn chúng tôi sử dụng được bóc từ các khúc gỗ keo với tuổi đời từ 8-14 năm.
- Chất lượng của ván ép phủ phim phụ thuộc rất nhiều vào chất lượng và đặc điểm của nguyên liệu thô đầu vào, chính vì vậy, trước khi đưa vào sản xuất, các tấm ván lạng phải được kiểm tra, phân loại kỹ lưỡng để đảm bảo 100% loại A (ván lạng nguyên tấm, phẳng, không có lỗ, không rách).
- Mỗi tấm ván lạng rất mỏng, với độ dày từ 1,7mm đến 2mm và độ ẩm tiêu chuẩn để sản xuất phải đạt dưới 20%.

Công đoạn phân loại độn
2.2 Mài Mí
Các tấm ván lạng đạt tiêu chuẩn làm độn sẽ được mài mí so le mỏng ở 2 đầu. Qúa trình này được coi là một trong những điểm khác biệt của nhà máy chúng tôi, để khi xếp các tấm độn lên nhau, phần xếp chồng không bị quá dày.

Công đoạn mài mí
2.3 Tráng keo
- Từng tấm ván được đưa lần lượt qua máy tráng keo sao cho keo bám đều cả hai mặt.
- Bên cạnh độn thì keo cũng là yếu tố quyết định kết cấu ván ép có chắc chắn hay không. Loại keo mà nhà máy chúng tôi sử dụng là keo UF chứa 15% melamine, giúp tấm ván ép phủ phim có thể chịu được nước đun sôi lên đến 10 giờ và có thể tái sử dụng từ 8-10 lần.

Công đoạn tráng keo
2.4 Dải chuyền
- Khâu xếp lớp rất quan trọng, có thể coi đây là một môn nghệ thuật, vì nếu xếp lớp không đúng cách, ván ép thành phẩm sau này sẽ trở nên yếu, dễ bị cong vênh và gãy.
- Công nhân lần lượt xếp đan xen các lớp tráng keo và lớp khô, 1 lớp theo chiều dọc rồi đến lớp tiếp theo theo chiều ngang trên một băng chuyền dài, để tăng độ đàn hồi và kết cấu của sản phẩm. Đồng thời, mỗi lớp dọc sẽ được bấm ghim nhựa để cố định vị trí các lớp độn, tránh xô lệch.

Công đoạn dải chuyền
2.5 Ép nguội
Tiến hành ép nguội trong khoảng thời gian 4-8 giờ để định hình sơ bộ tấm ván.

Cộng đoạn ép nguội
2.6 Sửa nguội
Sau khi ép nguội, người công nhân sẽ sử dụng kỹ thuật chuyên môn để lật mặt ván, bóc, gọt loại bỏ phần gỗ thừa ở các mép ván.

Công đoạn sửa nguội
2.7 ép nóng lần 1
- Nhà máy chúng tôi sử dụng máy ép nóng công nghệ hiện đại nhất hiện nay, với 6 ben cho công suất lớn, lực ép ổn định, đảm bảo ván phẳng, độ dày đồng đều.
- Lần lượt đặt các tấm ván vào từng khay của máy ép nóng, nhiệt độ và áp suất cao sẽ làm chảy lớp keo kết dính các lớp ván mỏng lại với nhau và tạo độ rắn chắc vĩnh cửu cho cấu trúc sản phẩm.
- Thời gian ép nóng tùy thuộc vào độ dày của tấm ván, dao động trong khoảng 20-40 phút.

Ép nóng lần 1
2.8 Bả mặt
Công nhân sẽ trám những chỗ khuyết trên bề mặt như vết nứt hay vết khía bằng hỗn hợp bột bả chuyên dụng. Đây cũng là tiền đề cho bước chà tiếp theo.

Công đoạn bả mặt
2.9 Chà 2 lần
Để bề mặt ván ép mịn, nhà máy của chúng tôi luôn chà nhám cả hai mặt ván bằng hệ thống máy chà, mỗi mặt được chà 2 lần để loại bỏ hết phần gồ ghề và không bằng phẳng.

Công đoạn chà 2 lần
2.10 Cắt cạnh
Các tấm ván sẽ được cắt về kích thước tiêu chuẩn theo yêu cầu của khách hàng, các kích thước phổ biến của ván ép phủ phim là 1220x2440mm, 910x1820mm.

2.11 Dán mặt phim
Tất cả các mặt phim chúng tôi sử dụng đều là phim nâu đen chất lượng cao, với trọng lượng 125 gsm. Khách hàng có thể lựa chọn phim trơn hoặc phim được in logo TTP, .....màu nâu hoặc màu đen

Công đoạn dán mặt phim
2.12 ép nóng lần 2
Ep mặt phim, hay còn gọi là ép nóng lần 2. Lần ép nóng này diễn ra chỉ từ 2-3 phút vì mục đích là để phim bám chặt vào bề mặt ván. Độ bền và tính thẩm mỹ của ván ép phụ thuộc rất nhiều vào công đoạn này.

2.13 Kiểm hàng QC
- Tấm ván sau khi lấy ra từ máy ép nóng sẽ được công nhân loại bỏ phần phim thừa ở các cạnh.
- Sau đó, đội ngũ QC giàu kinh nghiệm của chúng tôi sẽ kiểm tra từng tấm ván một để đảm bảo tất cả hàng hóa cuối cùng giao cho khách hàng sẽ đạt tiêu chuẩn về bề mặt, cấu trúc, kích cỡ, độ ẩm…và đồng nhất về chất lượng. Bất kì tấm nào có khiếm khuyết dù là nhỏ cũng sẽ bị loại.

Kiểm hàng QC
2.14 Sơn cạnh
Bốn cạnh của tấm ván sau đó được xử lý bằng cách phun sơn chống thấm để chống lại độ ẩm môi trường và điều kiện thời tiết ngoài trời.

Sơn cạnh
2.15 Đai kiện
Các tấm ván ép phủ phim được đóng thành từng kiện theo tiêu chuẩn đóng gói xuất khẩu cho từng thị trường.
Bốn mặt của kiện được bọc bằng bìa carton và thêm một lớp nilon bên ngoài, đai bằng dây thép chắc chắn, đặt trên pallet, giúp bảo vệ sản phẩm trong quá trình vận chuyển bằng đường biển

Đai kiện
2.16 Đóng hàng
- Cuối cùng, những kiện hàng hoàn chỉnh sẽ được lưu trữ trong kho bãi rộng rãi và khô ráo, sẵn sàng đóng vào container để giao đến tay khách hàng.
- Chúng tôi có thể load bằng container 20ft và container 40ft với lần lượt 8 và 16 kiện

Công đoạn đóng hàng



